Control Chart: Menjaga Proses Produksi Tetap Stabil
10 Juni 2025
Pernah nggak kamu mengalami situasi di mana kualitas produk kadang bagus, tapi kadang tiba-tiba turun? Padahal, bahan baku sama, mesin juga sama, orangnya pun nggak ganti. Kenapa bisa begitu?
Nah, jawabannya seringkali terletak pada variabilitas dalam proses produksi, yang kadang terjadi secara alami, dan kadang menunjukkan ada masalah yang harus segera ditangani. Untuk membedakan mana variasi yang wajar dan mana yang tidak, kita bisa menggunakan alat yang disebut Control Chart atau Peta Kendali.
Control chart adalah salah satu dari QC 7 tools yang paling banyak digunakan dalam Quality Control (QC) dan Quality Assurance (QA). Alat ini membantu kita memahami apakah proses sedang berada dalam kondisi yang terkendali secara statistik atau sedang mengalami gangguan yang harus segera ditindaklanjuti. Dengan memahami cara kerja dan manfaat control chart, para pelaku industri bisa lebih sigap dalam menjaga kualitas produk dan mencegah cacat produksi sejak dini.
Apa Itu Control Chart?
Control Chart adalah grafik yang digunakan untuk memantau apakah suatu proses produksi berjalan stabil atau tidak dari waktu ke waktu. Alat ini termasuk dalam Statistical Process Control (SPC), yaitu pendekatan yang menggunakan statistik untuk mengendalikan kualitas.
Peta kendali menampilkan data pengukuran kualitas (seperti berat, panjang, waktu, jumlah cacat, dll) secara berurutan, lalu membandingkannya dengan batas atas dan batas bawah yang sudah ditentukan. Kalau data masih dalam batas itu, proses dianggap stabil. Tapi kalau data mulai “lari” ke luar batas, berarti ada sesuatu yang tidak normal dan perlu diselidiki.
Control chart adalah grafik yang digunakan untuk memantau proses dari waktu ke waktu. Diagram ini menggambarkan data pengukuran hasil proses (misalnya berat produk, waktu pengerjaan, jumlah cacat) dan membandingkannya dengan batas kendali atas (UCL) dan batas kendali bawah (LCL). Data ini biasanya dicatat secara berkala dan diplot dalam urutan waktu, membentuk garis tren yang memperlihatkan stabilitas proses.
Jika titik-titik data berada dalam batas kendali dan tidak membentuk pola mencurigakan, maka proses dianggap “statistically in control” atau terkendali secara statistik. Namun jika ada titik yang melewati batas atau menunjukkan pola tak wajar (misalnya naik-turun drastis, atau konsisten naik), maka hal ini menandakan proses sedang tidak stabil dan berisiko menghasilkan produk cacat.
Control chart bukan hanya alat untuk melihat kualitas hasil akhir, tetapi juga menjadi jendela untuk memahami stabilitas dan konsistensi sistem produksi secara menyeluruh.
Mengapa Control Chart Penting dalam Produksi?
Proses produksi yang tampak berjalan normal bisa saja menyimpan variasi tersembunyi. Variasi ini bisa dibagi menjadi dua: common cause variation (variasi alamiah yang terjadi secara normal dalam proses) dan special cause variation (variasi yang disebabkan oleh gangguan luar biasa seperti mesin rusak, bahan baku tidak sesuai, atau kesalahan manusia).
Control chart membantu kita membedakan antara keduanya. Jika proses hanya mengalami common cause variation, maka sebenarnya tidak perlu ada intervensi karena ini adalah bagian dari variasi normal. Namun jika muncul special cause variation, maka tindakan korektif perlu segera diambil untuk mencegah kerusakan lebih lanjut.
Tanpa control chart, perusahaan sering kali terjebak pada reaksi berlebihan atau justru tidak bereaksi sama sekali terhadap perubahan dalam proses. Dengan alat ini, QC dan QA dapat bertindak tepat sasaran dan berbasis data.
Konsep Dasar: Variasi Proses
Sebelum lanjut, penting banget untuk memahami bahwa dalam dunia nyata, tidak ada proses yang 100% identik setiap kali dilakukan. Selalu ada variasi. Variasi ini dibagi dua:
- Common Cause Variation (Variasi Umum).
Ini variasi yang wajar dan selalu ada. Misalnya, fluktuasi kecil karena suhu udara, ketebalan bahan baku, atau kelelahan operator. Proses masih dianggap “dalam kendali”. - Special Cause Variation (Variasi Khusus).
Ini variasi yang tidak wajar dan muncul karena sesuatu yang abnormal. Misalnya, mesin rusak, operator salah setting, atau bahan baku dari supplier yang tidak standar. Kalau ini terjadi, proses dianggap tidak stabil, dan perlu tindakan korektif.
Control Chart membantu kita membedakan kedua jenis variasi ini. Tujuannya adalah menjaga proses tetap berada dalam kondisi stabil (in control), sehingga produk yang dihasilkan konsisten dan berkualitas.
Jenis-Jenis Control Chart
Ada beberapa jenis peta kendali yang digunakan tergantung jenis data yang dipantau. Berikut beberapa yang paling umum:
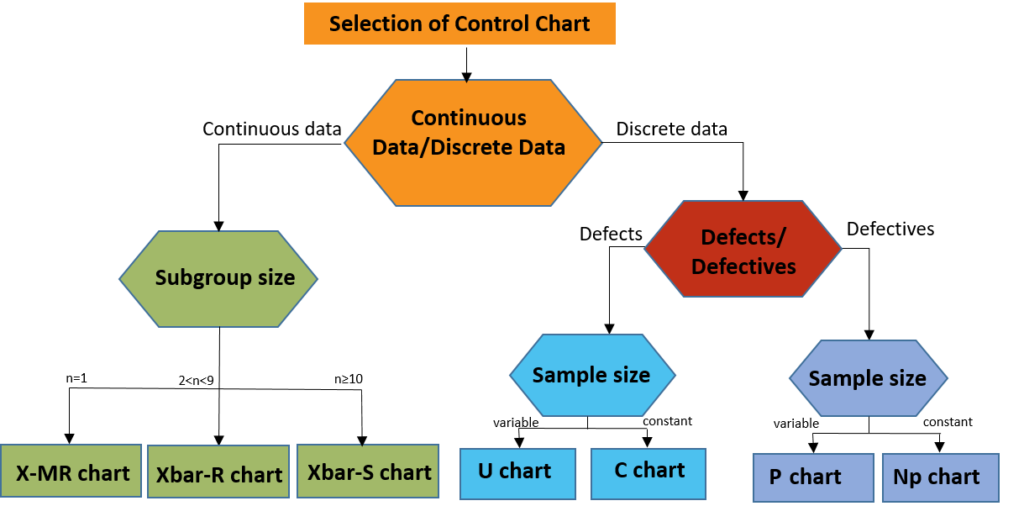
Control Chart Continuous Data
Continuous data adalah data yang bisa diukur dan memiliki nilai desimal atau tak terbatas jumlah nilai di antara dua titik. Contohnya:
- Berat produk (gram)
- Waktu proses (detik)
- Suhu mesin (°C)
- Panjang komponen (cm)
Karena nilainya bisa berubah secara halus dan bertahap, maka kita butuh kontrol kualitas yang bisa menangkap pergeseran kecil. Di sinilah Control Chart untuk Continuous Data sangat membantu.
1. I-MR Chart (Average-Range Chart)
I-MR Chart adalah salah satu jenis control chart yang digunakan untuk memantau proses berdasarkan data individu, terutama saat hanya satu data yang tersedia setiap kali pengamatan.
I-MR adalah singkatan dari:
- I = Individual (Nilai individu) → menampilkan data aktual dari setiap pengamatan.
- MR = Moving Range (Rentang bergerak) → menampilkan seberapa besar perbedaan antara dua pengamatan yang berurutan.
Control chart ini sangat berguna untuk menilai kestabilan proses dari waktu ke waktu, meskipun datanya minim (satu pengamatan per titik waktu).
2. X̄ bar-R Chart (Average-Range Chart)
Digunakan untuk data kuantitatif (seperti berat, panjang, suhu) yang dikumpulkan dalam subkelompok kecil (misalnya 2 sampai 9 pengukuran setiap jam).
- X̄ (X-Bar) menunjukkan rata-rata
- R menunjukkan rentang (range) dari subkelompok
3. X̄ bar-S Chart
Mirip dengan X̄-R Chart, tapi menggunakan simpangan baku (standar deviasi), bukan rentang. Cocok untuk subkelompok besar (>10 data).
Control Chart Attribute Data
Attribute data adalah data yang menggambarkan apakah suatu item memenuhi syarat atau tidak (baik/buruk, lolos/tidak, cacat/tidak), atau berapa jumlah kejadian tertentu dalam satu unit.
Sederhananya:
- Kamu menghitung berapa banyak item cacat, bukan mengukur seberapa cacatnya.
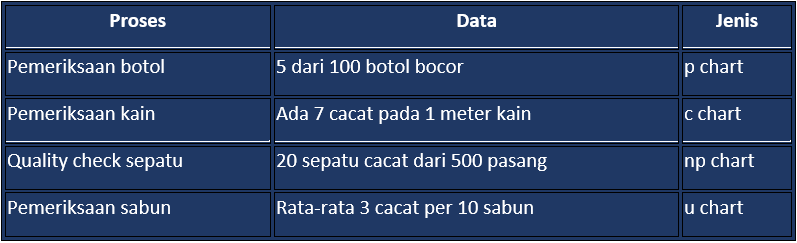
1. U Chart
Untuk jumlah cacat per unit dengan ukuran yang bervariasi. Misalnya, cacat per meter kain (kalau panjang kain berbeda-beda).
2. C Chart
Untuk menghitung jumlah cacat dalam satu unit produk (bukan proporsi). Misalnya, jumlah goresan pada satu lembar kaca.
3. P Chart
Digunakan untuk data proporsi cacat dalam produk. Cocok untuk data diskrit (cacat/tidak cacat).
Cara Membuat dan Menafsirkan Control Chart
Meskipun kelihatannya teknis, sebenarnya cara membuatnya cukup mudah jika dipahami langkah-langkahnya:
1. Kumpulkan Data Secara Berkala
Ambil data hasil produksi dari waktu ke waktu. Misalnya, kamu ukur berat 5 produk setiap jam selama 1 minggu.
2. Buat Subkelompok
Data dibagi dalam subkelompok kecil. Misalnya, 5 pengukuran per jam = 1 subkelompok.
3. Hitung Nilai Statistik
- Untuk setiap subkelompok, hitung nilai rata-rata (X̄) dan rentang (R).
- Lalu, hitung rata-rata keseluruhan (X̄ total dan R total).
4. Hitung Batas Kendali
Gunakan rumus statistik atau tabel kontrol untuk menentukan batas atas (UCL - Upper Control Limit) dan batas bawah (LCL - Lower Control Limit).
5. Plot Grafik
- Sumbu X = waktu atau urutan pengambilan sampel
- Sumbu Y = nilai rata-rata atau rentang
- Tambahkan garis tengah (mean), UCL, dan LCL
6. Analisis Pola
- Jika semua titik berada dalam batas kendali dan tidak menunjukkan pola mencurigakan → proses stabil.
- Jika ada titik keluar batas atau ada pola tertentu (misalnya 7 titik berturut-turut naik terus) → indikasi variasi khusus → perlu investigasi.
Studi Kasus: Menjaga Konsistensi Berat Produk
Misalnya kamu bekerja di pabrik makanan ringan, dan produkmu harus punya berat 50 gram. Tapi kadang ada komplain karena beratnya kurang atau lebih. Tim QA (Quality Assurance) lalu mulai pakai X̄-R Chart untuk memantau berat produk.
Data:
- Setiap jam, diambil 5 sampel produk
- Dicatat berat masing-masing
- Diukur selama 20 jam
Hasil:
Setelah membuat grafik, ditemukan bahwa:
- Sebagian besar titik ada di dalam batas kendali
- Tapi ada satu titik yang keluar dari batas atas
- Dan ada 6 titik berturut-turut menunjukkan tren naik
Analisis:
- Titik di luar batas → mungkin karena operator lupa kalibrasi timbangan
- Tren naik → bisa jadi karena suhu mesin pengemas meningkat secara bertahap
Tindakan:
- Operator diminta rutin kalibrasi timbangan
- Mesin pengemas diperiksa dan diberi pendingin tambahan
- Proses kembali stabil, berat produk konsisten
Kenapa Control Chart Penting?
Control chart bukan cuma grafik, tapi alat komunikasi dan pengambilan keputusan yang sangat kuat. Berikut manfaat utamanya:.
✅Mendeteksi masalah lebih awal. Sebelum konsumen mengeluh, kamu sudah tahu ada yang nggak beres.
✅ Membedakan variasi normal dan tidak normal. Nggak semua perubahan butuh tindakan. Control chart membantu kamu tidak overreacting.
✅ Menjaga kualitas dan efisiensi. Proses yang stabil = produk yang konsisten = lebih sedikit rework atau scrap.
✅ Memudahkan komunikasi antar tim. Visualisasi membuat diskusi teknis lebih jelas. Semua bisa lihat data dan bukti yang sama.
Control Chart adalah alat penting dalam manajemen kualitas yang membantu menjaga proses tetap dalam kendali. Dengan memantau data dari waktu ke waktu dan membandingkannya dengan batas statistik, kita bisa mengetahui apakah proses berjalan normal atau butuh tindakan korektif.
Dalam dunia industri yang menuntut kualitas tinggi dan efisiensi, peta kendali bukan hanya alat statistik—tapi juga alat strategi. Ia membantu tim produksi, QA, dan manajemen untuk bekerja berdasarkan data, bukan asumsi.
Kalau kamu bekerja di bidang produksi, QA, atau bahkan layanan, menguasai cara membaca dan menggunakan control chart bisa menjadi keunggulan besar. Dan ingat: proses yang stabil adalah dasar dari kualitas yang konsisten.
Penerapan Control Chart dalam Dunia Nyata
Mari kita bayangkan sebuah perusahaan makanan yang memproduksi biskuit. Salah satu parameter penting yang dijaga adalah berat biskuit per kemasan. Jika berat terlalu ringan, bisa mengecewakan pelanggan. Jika terlalu berat, perusahaan rugi karena memberikan produk lebih dari standar.
Tim QC kemudian melakukan pengukuran berat 5 biskuit setiap jam, lalu mencatat hasilnya dan membuat X-bar dan R chart. Setelah beberapa hari, mereka melihat bahwa sebagian titik data berada di luar batas kendali dan sebagian lainnya membentuk pola menanjak. Ini menjadi sinyal awal bahwa mesin pengisi otomatis mungkin tidak berfungsi dengan baik.
Tanpa control chart, mungkin masalah ini baru akan terlihat setelah pelanggan komplain. Tapi dengan peta kendali, tim bisa segera memeriksa dan memperbaiki mesin sebelum lebih banyak produk yang tidak sesuai standar diproduksi.
Contoh nyata seperti ini menunjukkan bahwa control chart bukan sekadar teori statistik, tapi benar-benar menyelamatkan kualitas produk dan reputasi perusahaan.
Control Chart di Era Digital dan Otomatisasi
Dengan berkembangnya teknologi digital dan sensor IoT, pembuatan dan pembacaan control chart kini bisa dilakukan secara otomatis. Sistem SCADA atau dashboard berbasis cloud dapat menampilkan grafik peta kendali secara real-time, bahkan memberi alarm jika ada data yang melebihi batas kendali.
Hal ini menjadikan Quality Control lebih proaktif daripada reaktif. Daripada menunggu kerusakan atau komplain, perusahaan bisa mendeteksi masalah sedini mungkin dan langsung melakukan tindakan pencegahan.
Lebih lanjut, penggunaan Artificial Intelligence (AI) memungkinkan analisis pola data yang lebih kompleks dalam control chart. AI bisa belajar dari pola-pola sebelumnya dan memberikan prediksi kapan proses berpotensi keluar kendali. Dengan demikian, kombinasi antara peta kendali dan kecerdasan buatan menjadi fondasi bagi sistem Smart Quality Management di masa depan.